欢迎光临郑州威洋花辊有限公司官网!
服务热线:137-0371-8771

联系人:常红星
手机:13703718771
邮箱:66639946@qq.com
网址:www.weiyanghg.com
地址:郑州市新密市曲梁镇东岗村188号钢材市场
压花辊的喷砂工艺及制造要点
通过我们之前的描述,大家应该对滚筒的使用很熟悉了。接下来,我们来看看压花辊的喷砂工艺是如何实现的。下面我们来看看制作压花辊需要注意什么。我想大家对这些也很好奇吧。我们可以了解一二,这对制作有帮助。

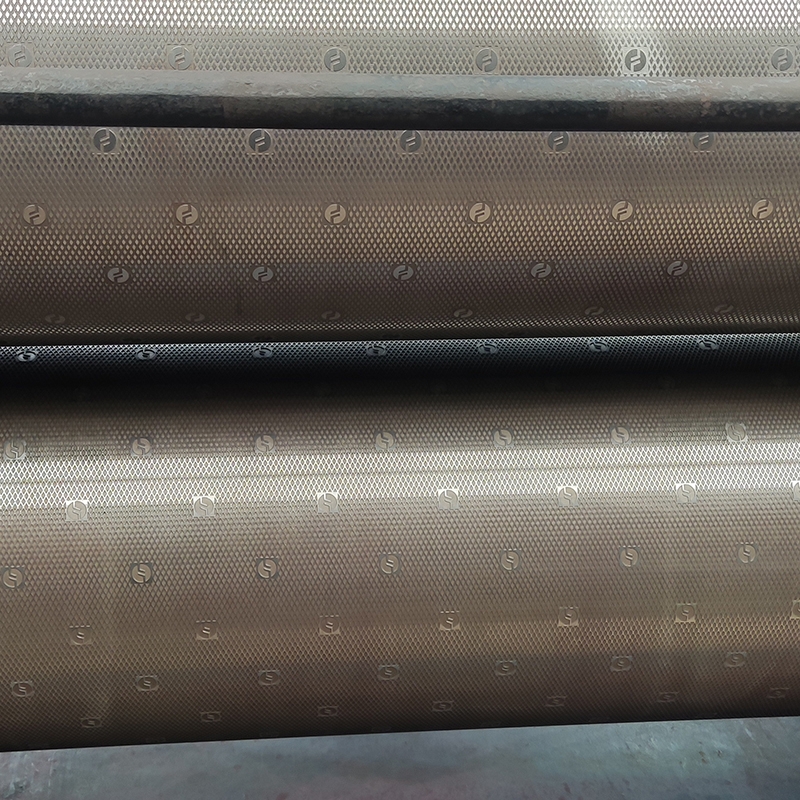
压花辊喷砂技术:喷砂技术以压缩空气为动力,形成高速射流束,将喷涂材料(喷丸玻璃珠、钢丸、钢砂、铁砂、海砂)高速喷射到待处理工件表面,改变工件表面外表面的机械性能。由于磨料对工件表面的冲击和切削作用,获得了工件表面的清洁度和不同的粗糙度,提高了工件表面的机械性能。从而提高了涂层的性能,增加了涂层与涂层之间的附着力,延长了涂层的耐久性,也有利于涂层的流平性和装饰性,去除表面的杂质、杂色和氧化层,使介质表面变粗糙,使基体表面产生残余应力,提高基体的表面硬度。
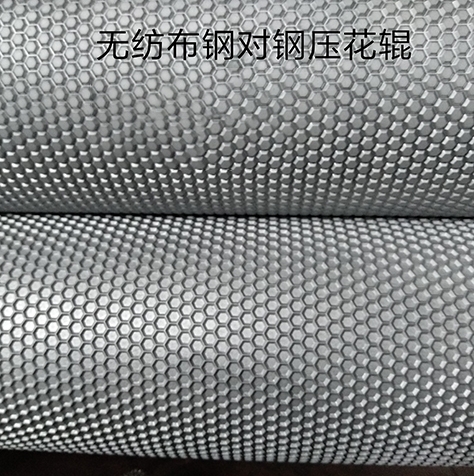
压花辊的生产要点:1。下料:辊身采用无缝钢管,轴采用45圆钢,端板采用Q235钢板,并预留8mm加工余量,根据图纸尺寸进行切割。2.车削加工:车削辊体、端板和轴的配合零件,按H9/f9配合精度加工。3.在组合辊体、两端轴及其他部位焊接加强筋。注意校正两端轴与内套的同轴度,只在轴上焊接内端板。4.将完整的内套筒组装并焊接到辊体内,并将内端板与辊体的配合处组装并焊接。5.将外端板安装在两端的轴上,并将外端板与轴和辊体的结合面焊接在一起。6.对焊接后的组合辊坯进行退火处理,消除内应力。
以上主要介绍了压花辊喷砂工艺的相关内容,也知道了制作压花辊需要注意的六点钢对钢压花辊