欢迎光临郑州威洋花辊有限公司官网!
服务热线:137-0371-8771

联系人:常红星
手机:13703718771
邮箱:66639946@qq.com
网址:www.weiyanghg.com
地址:郑州市新密市曲梁镇东岗村188号钢材市场
1.下料:辊体采用无缝钢管,轴头采用45#圆钢和法兰两端。
2.车削加工:车削加工辊体、T型钢、轴头等部件的配合部件的接合面
3.焊接加工:(根据图纸,如果辊体内有通油或通水结构,应提前焊接内管)
滚筒内管焊接:校正两端轴与内套管的同轴度,只焊接轴头上的内端板。
将内套装入辊体内,焊接内端板与辊体的配合边界。
将外端板安装在两端轴上,焊接外端板与轴与辊体的接合面。
4.辊坯经退火处理后,可消除内应力。
5.钢辊轴一端的车平端面,钻标准众心孔。6、.车削加工:从粗、精车辊体的各部分到图纸要求尺寸,然后在架子的众心架、车的端面钻孔到尺寸。
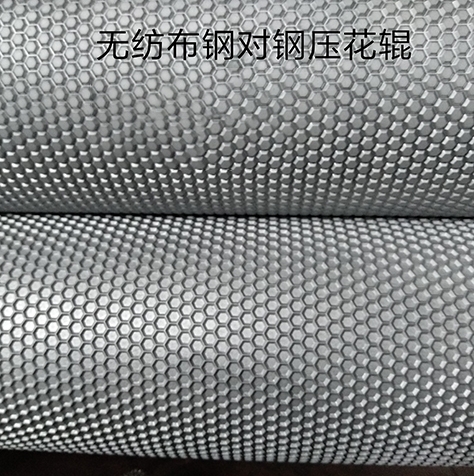
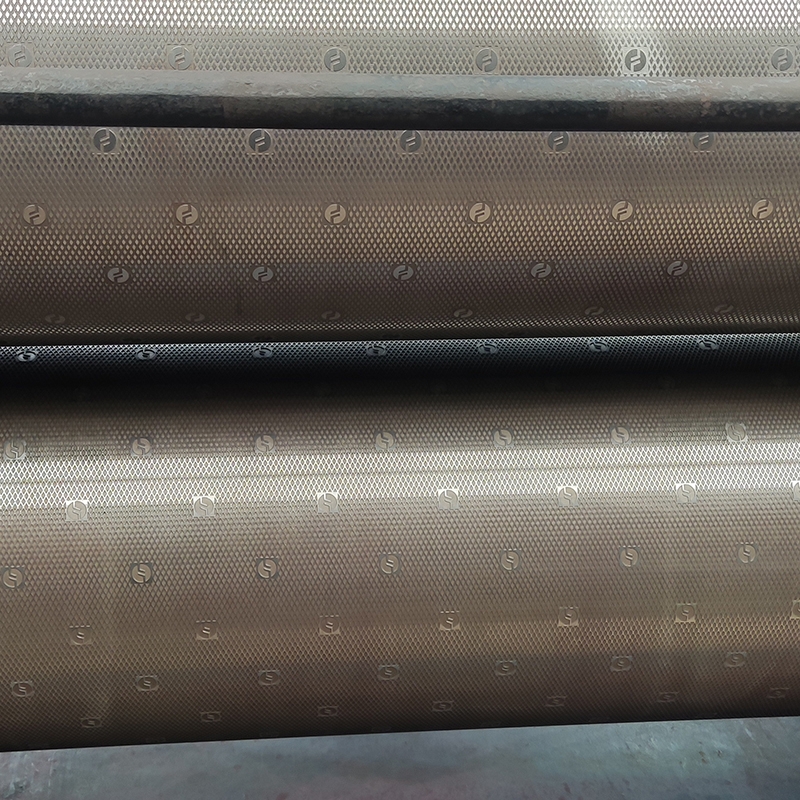
7.根据客户图案要求,在滚筒表面加工图案。这是压花锟生产过程中的关键环节,要求压花锟生产人员有丰富的经验,根据客户图案要求制定生产工艺。在生产过程中,压花师要认真、细心、细致,制作出来的图案要清晰、层次感强、立体感强。
8.图案完成后,在辊体表面硬铬或喷涂其他材料(取决于客户压花锟的用途)
9.纠正钢辊的静平衡。压纹辊,压花辊厂家,钢对钢压花辊